
ในการขึ้นรูปด้วยความร้อน การเลือกแม่พิมพ์เป็นปัจจัยสำคัญในการบรรลุคุณภาพผลิตภัณฑ์ที่ต้องการ ความแม่นยำ และประสิทธิภาพในการผลิต แม่พิมพ์หลักสองประเภท—แม่พิมพ์ชาย (บวก) และแม่พิมพ์หญิง (ลบ)—แต่ละประเภทมีข้อดีและข้อจำกัดเฉพาะ ทำให้เหมาะสมกับการใช้งานเฉพาะภายในกระบวนการขึ้นรูปด้วยความร้อน คู่มือนี้ให้การเปรียบเทียบเชิงลึกของแม่พิมพ์เหล่านี้เพื่อช่วยให้ผู้ผลิตเพิ่มประสิทธิภาพกระบวนการและคุณภาพผลิตภัณฑ์ของพวกเขา.
การทำความเข้าใจแม่พิมพ์บวก (ชาย) และแม่พิมพ์ลบ (หญิง) ในการขึ้นรูปด้วยความร้อน
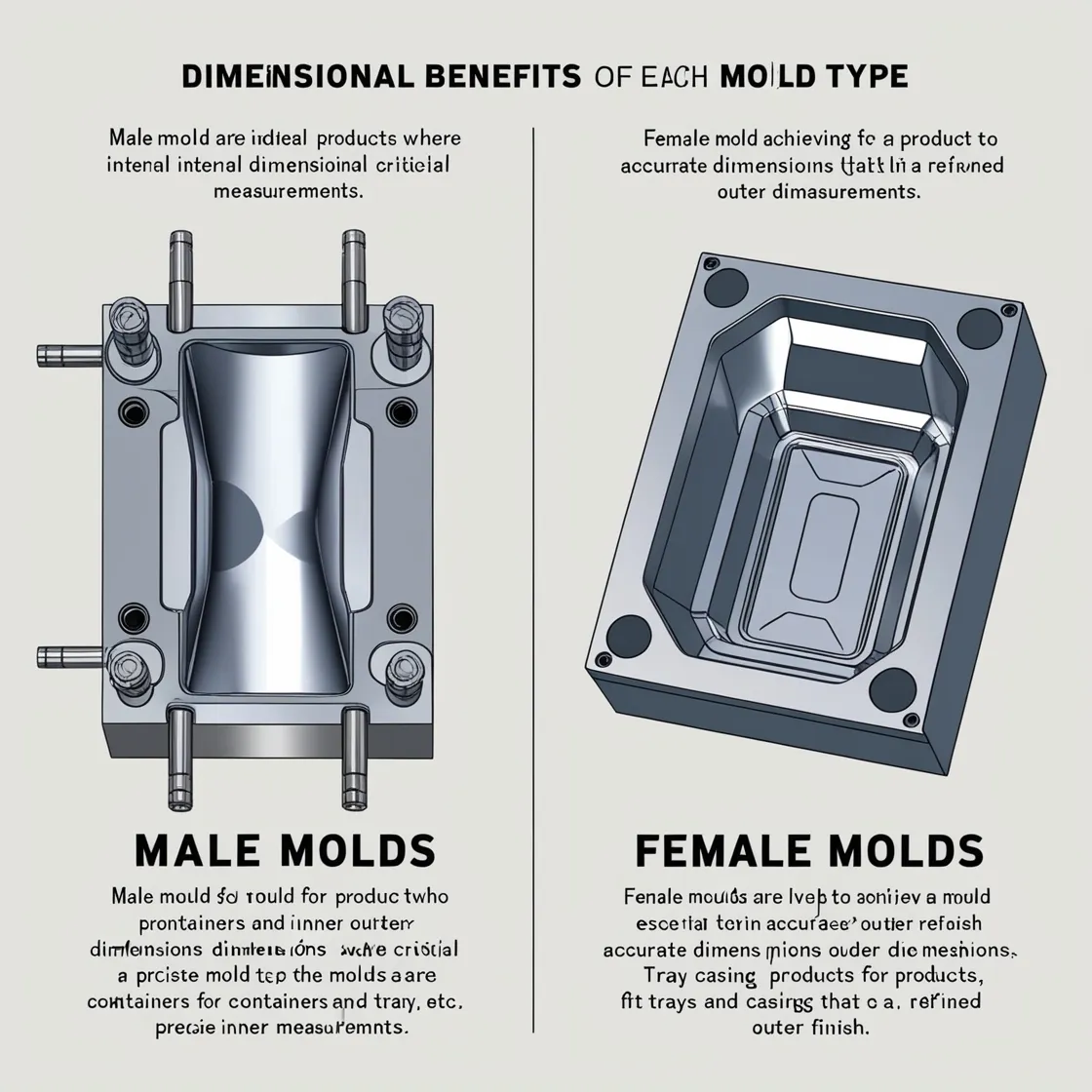
แม่พิมพ์ในกระบวนการเทอร์โมฟอร์มมิ่งกำหนดรูปร่างและความแม่นยำของโครงสร้างของผลิตภัณฑ์สุดท้าย โดยทำหน้าที่เป็นกรอบในการขึ้นรูปแผ่นพลาสติกที่ถูกให้ความร้อน แม่พิมพ์ตัวผู้ หรือแม่พิมพ์บวก มีลักษณะนูน โดยพลาสติกจะถูกขึ้นรูปให้ล้อมรอบส่วนภายนอกของแม่พิมพ์ในทางกลับกัน แม่พิมพ์สำหรับผลิตชิ้นส่วนที่เป็นตัวเมีย หรือแม่พิมพ์ลบ (negative mold) จะมีลักษณะเว้า โดยพลาสติกจะถูกกดเข้าไปในช่องว่างของแม่พิมพ์เพื่อให้ได้รูปทรงตามต้องการ แม่พิมพ์ทั้งสองประเภทนี้ส่งผลต่อความแม่นยำของขนาด ความสม่ำเสมอของความหนาผนัง และผิวสำเร็จของผลิตภัณฑ์.
แม่พิมพ์บวก (ชาย): ความแม่นยำเชิงมิติภายในพร้อมข้อจำกัดบางประการ
แม่พิมพ์ตัวผู้ หรือที่เรียกว่าแม่พิมพ์บวก ประกอบด้วยรูปทรงนูน ในกระบวนการนี้ แผ่นพลาสติกที่ถูกทำให้ร้อนจะถูกดึงให้แนบแน่นกับพื้นผิวด้านนอกของแม่พิมพ์โดยใช้แรงดูดหรือแรงดันอากาศ เนื่องจากการตั้งค่านี้ พื้นผิวด้านในของพลาสติกจะสัมผัสกับแม่พิมพ์โดยตรง ส่งผลให้ขนาดภายในของผลิตภัณฑ์มีความแม่นยำสูง.
ความแม่นยำของมิติภายในนี้ทำให้แม่พิมพ์แบบตัวผู้เหมาะสำหรับการใช้งานที่ต้องการการวัดภายในอย่างเคร่งครัด เช่น ภาชนะเฉพาะหรือบรรจุภัณฑ์พิเศษ อย่างไรก็ตาม ข้อจำกัดของแม่พิมพ์แบบตัวผู้คือการกระจายความหนาที่ไม่สม่ำเสมอทั่วพื้นผิวของผลิตภัณฑ์ ความหนาจะมากขึ้นที่ด้านบนของแม่พิมพ์และบางลงที่จุดตัดระหว่างด้านข้างและด้านล่าง โดยเฉพาะในผลิตภัณฑ์ที่มีความลึกมากขึ้น ความแปรปรวนนี้อาจส่งผลต่อความทนทานและความแข็งแรงของผลิตภัณฑ์สุดท้าย.
แม่พิมพ์ลบ (ลบเพศหญิง): ความแม่นยำภายนอกและความหนาที่สม่ำเสมอ
แม่พิมพ์ตัวเมีย หรือแม่พิมพ์ลบ เป็นแม่พิมพ์ที่มีลักษณะเว้าเข้าด้านใน ในกระบวนการเทอร์โมฟอร์มมิ่ง แผ่นพลาสติกที่ถูกให้ความร้อนจะถูกดูดเข้าไปในช่องว่างของแม่พิมพ์ ทำให้พลาสติกแนบสนิทกับพื้นผิวด้านในของแม่พิมพ์ เทคนิคนี้เน้นความแม่นยำของขนาดภายนอกของผลิตภัณฑ์ ทำให้แม่พิมพ์ตัวเมียเป็นตัวเลือกที่ยอดเยี่ยมสำหรับชิ้นงานที่ต้องการขนาดภายนอกที่แม่นยำ เช่น ถาดบรรจุอาหารหรือเคสป้องกัน.
แม่พิมพ์แบบตัวเมียให้ความหนาของผนังที่สม่ำเสมอมากขึ้น ซึ่งเป็นประโยชน์สำหรับผลิตภัณฑ์ที่มีรูปทรงซับซ้อนหรือมีความลึกมากขึ้น นอกจากนี้ แม่พิมพ์แบบตัวเมียยังให้รายละเอียดพื้นผิวที่ละเอียดกว่าและคุณภาพพื้นผิวที่สูงกว่า เนื่องจากการสัมผัสโดยตรงกับพื้นผิวภายนอกของแม่พิมพ์ ทำให้เหมาะสำหรับการใช้งานที่ให้ความสำคัญกับรูปลักษณ์.
การเปรียบเทียบความแม่นยำเชิงมิติและการกระจายความหนาของผนัง
แม่พิมพ์ทั้งแบบเพศชายและเพศหญิงมีวัตถุประสงค์ที่แตกต่างกันในด้านความแม่นยำของมิติ การกระจายความหนาของผนัง และการใช้งาน.
ความแม่นยำเชิงมิติ
– แม่พิมพ์สำหรับผลิตชิ้นส่วนพลาสติกแบบชาย (แม่พิมพ์บวก): ให้ความแม่นยำของขนาดภายในสูงเนื่องจากมีการสัมผัสโดยตรงระหว่างผิวด้านในของพลาสติกกับแม่พิมพ์ ความแม่นยำนี้เหมาะสำหรับผลิตภัณฑ์ที่ต้องการโครงสร้างภายในที่แม่นยำ.
– แม่พิมพ์สำหรับผลิตชิ้นงานเพศหญิง (แม่พิมพ์ลบ): ให้ความแม่นยำของขนาดภายนอกสูง โดยพื้นผิวภายนอกของชิ้นงานจะตรงตามแม่พิมพ์ เหมาะอย่างยิ่งสำหรับชิ้นงานที่มีข้อกำหนดด้านขนาดภายนอกที่เข้มงวด.
การกระจายความหนา
– แม่พิมพ์สำหรับผลิตชิ้นงานชาย (แม่พิมพ์บวก): โดยทั่วไปจะผลิตชิ้นงานที่มีส่วนบนหนาและส่วนที่เชื่อมต่อระหว่างด้านข้างกับด้านล่างบางกว่า การกระจายความหนาเช่นนี้อาจเป็นปัญหาได้ โดยเฉพาะสำหรับชิ้นงานที่มีความลึกมาก.
– แม่พิมพ์สำหรับผู้หญิง (แม่พิมพ์ลบ): ช่วยให้ความหนาของผนังสม่ำเสมอมากขึ้น ซึ่งมีความจำเป็นสำหรับการออกแบบที่ซับซ้อนหรือลึก.
สถานการณ์การใช้งานสำหรับแม่พิมพ์ชายและแม่พิมพ์หญิง
การเลือกแม่พิมพ์ระหว่างแบบเพศผู้และเพศหญิงขึ้นอยู่กับวัตถุประสงค์การใช้งานและความต้องการของผลิตภัณฑ์เป็นหลัก.
– แม่พิมพ์สำหรับผู้ชาย: เหมาะสำหรับการใช้งานที่ต้องการความแม่นยำภายใน เช่น ภาชนะเฉพาะทางและโซลูชันบรรจุภัณฑ์.
– แม่พิมพ์สำหรับผู้หญิง: เหมาะสำหรับสิ่งของที่ต้องการขนาดภายนอกที่แม่นยำ เช่น ถาดอาหาร และตัวเรือนที่มีความสวยงาม.
ข้อดีและข้อเสียของแม่พิมพ์บวก (เพศชาย) และแม่พิมพ์ลบ (เพศหญิง)
แต่ละประเภทของแม่พิมพ์มีข้อได้เปรียบและข้อเสียเปรียบที่เฉพาะเจาะจงตามข้อกำหนดของกระบวนการผลิตและข้อมูลจำเพาะของผลิตภัณฑ์.
ข้อดีของแม่พิมพ์บวก (ชาย)
1. พื้นผิวคุณภาพสูง: แม่พิมพ์บวกสร้างพื้นผิวที่เรียบเนียนกว่า ส่งผลให้ได้งานสำเร็จที่มีคุณภาพสูง เหมาะสำหรับผลิตภัณฑ์ที่ให้ความสำคัญกับความสวยงาม.
2. ลงทุนเริ่มต้นน้อยกว่า: แม่พิมพ์สำหรับผลิตชิ้นส่วนที่มีลักษณะเป็นเพศชายมักต้องการการลงทุนล่วงหน้าในการทำแม่พิมพ์น้อยกว่า และมีอายุการใช้งานที่ยาวนานกว่า.
ข้อเสียของแม่พิมพ์บวก (เพศชาย)
1. การสูญเสียรายละเอียดของลวดลาย: ในบางกรณี ลวดลายที่มีรายละเอียดอาจดูตื้นหรือหายไปเนื่องจากการยืดตัวระหว่างกระบวนการขึ้นรูป.
2. ใช้เฉพาะรูปทรงเรขาคณิตที่เรียบง่ายเท่านั้น: แม่พิมพ์แบบตัวผู้เหมาะที่สุดสำหรับผลิตภัณฑ์ที่มีรูปทรงเรียบง่าย เนื่องจากมีข้อจำกัดเกี่ยวกับลวดลายที่ซับซ้อนและรัศมีมุม.
3. ข้อจำกัดด้านขนาด: แม่พิมพ์สำหรับชิ้นงานชายไม่เหมาะสำหรับชิ้นงานขนาดใหญ่ เนื่องจากมีความยากลำบากในการทำให้ความหนาและความแม่นยำของขนาดสม่ำเสมอ.
ข้อดีของแม่พิมพ์ลบ (แม่พิมพ์เพศเมีย)
1. ลดต้นทุนการผลิตแม่พิมพ์: แม่พิมพ์ลบมักต้องการต้นทุนการผลิตแม่พิมพ์และการตั้งค่าการดำเนินงานที่ต่ำกว่า.
2. ลวดลายพื้นผิวคุณภาพสูง: ให้ลวดลายพื้นผิวที่ละเอียด เหมาะอย่างยิ่งสำหรับการออกแบบที่ซับซ้อนที่ต้องการความสวยงามที่ประณีต.
3. ความหลากหลายในการใช้งานสำหรับชิ้นส่วนขนาดใหญ่และซับซ้อน: แม่พิมพ์แบบลบสามารถรองรับผลิตภัณฑ์ที่มีขนาดใหญ่และการออกแบบชิ้นงานที่ซับซ้อนได้.
ข้อเสียของแม่พิมพ์ลบ (แม่พิมพ์เพศเมีย)
1. การใช้ประโยชน์จากวัสดุที่ต่ำลง: การสูญเสียวัสดุอาจสูงขึ้นเมื่อใช้แม่พิมพ์สำหรับชิ้นส่วนผู้หญิง เนื่องจากต้องใช้พลาสติกมากขึ้นเพื่อให้ได้ความหนาที่สม่ำเสมอ.
2. ข้อจำกัดด้านคุณภาพพื้นผิว: ผลิตภัณฑ์ที่ทำจากแม่พิมพ์ตัวเมียอาจมีปัญหาด้านคุณภาพพื้นผิวเนื่องจากความแตกต่างของความหนาหรือความไม่สม่ำเสมอในการเย็นตัว.
3.ต้นทุนการลงทุนที่สูงขึ้น: แม่พิมพ์สำหรับผลิตชิ้นส่วนผู้หญิงโดยทั่วไปต้องการอุปกรณ์และต้นทุนการลงทุนที่สูงกว่า เนื่องจากความซับซ้อนของแม่พิมพ์.
ข้อควรพิจารณาเฉพาะในการผลิตแม่พิมพ์บวก
การออกแบบและการผลิตแม่พิมพ์บวกต้องให้ความสำคัญกับแง่มุมเฉพาะเพื่อรักษาคุณภาพและฟังก์ชันการทำงานในผลิตภัณฑ์สุดท้าย.
มุมฉากสูงและรอยยับจากการลากเส้น
แม่พิมพ์บวกที่มีมุมฉากชัดเจนสามารถทำให้เกิด “รอยเส้นดึง” เนื่องจากวัสดุไหลเวียนได้ไม่ดีรอบมุมที่แหลมคม รอยเหล่านี้อาจส่งผลเสียต่อทั้งรูปลักษณ์และการใช้งาน เพื่อลดปัญหานี้ การออกแบบแม่พิมพ์ควรมีขอบโค้งมนหรือการเปลี่ยนผ่านที่เรียบเนียนเพื่อให้วัสดุกระจายตัวอย่างสม่ำเสมอ.
เส้นเย็นที่มุม
เส้นเย็นอาจปรากฏที่มุมของแม่พิมพ์เนื่องจากอัตราการเย็นตัวที่ไม่สม่ำเสมอ ซึ่งส่งผลกระทบต่อทั้งลักษณะภายนอกและความสมบูรณ์ของผลิตภัณฑ์สำเร็จรูป สามารถลดปัญหานี้ได้โดยการปรับปรุงระบบทำความเย็นให้ดียิ่งขึ้น เพื่อให้แน่ใจว่ามีการกระจายความร้อนอย่างสม่ำเสมอทั่วทั้งแม่พิมพ์ เพื่อให้ได้พื้นผิวที่สม่ำเสมอ.
ความหนาของผนังไม่สม่ำเสมอ
แม่พิมพ์บวกมีแนวโน้มที่จะมีความหนาของผนังไม่สม่ำเสมอ โดยเฉพาะที่ขอบชาย การเปลี่ยนแปลงนี้อาจทำให้ความทนทานและความน่าเชื่อถือของผลิตภัณฑ์ลดลง การออกแบบอย่างรอบคอบและการให้ความสนใจกับการกระจายความหนาของผนังสามารถช่วยบรรเทาปัญหาเหล่านี้ได้.
ความท้าทายในการถอดแบบ
ความชันของผนังด้านข้างที่ไม่เพียงพออาจทำให้การถอดแบบทำได้ยาก และอาจก่อให้เกิดความเสียหายต่อผลิตภัณฑ์ในระหว่างการถอดแบบ การรวมมุมเอียงที่เหมาะสมจะช่วยให้การถอดแบบเป็นไปอย่างราบรื่น ช่วยรักษารูปร่างและคุณภาพผิวของผลิตภัณฑ์.
ข้อควรพิจารณาเฉพาะในการผลิตแม่พิมพ์ลบ
ในทำนองเดียวกัน การผลิตแม่พิมพ์สำหรับเพศเมียต้องใส่ใจในรายละเอียดเพื่อให้มั่นใจในคุณภาพของผลิตภัณฑ์ที่สม่ำเสมอ.
ความสม่ำเสมอของความหนาขอบ
การทำให้ความหนาของขอบสม่ำเสมอเป็นสิ่งสำคัญในการรักษาประสิทธิภาพของผลิตภัณฑ์และความสมบูรณ์ของโครงสร้าง ความแปรปรวนอาจนำไปสู่การเกิดจุดเครียดที่อ่อนแอผลิตภัณฑ์ได้ การนำเทคนิคการผลิตที่แม่นยำและการตรวจสอบแม่พิมพ์อย่างสม่ำเสมอสามารถช่วยรักษาความสม่ำเสมอได้.
การตรวจสอบบริเวณมุมบาง
มุมเป็นส่วนที่เสี่ยงต่อการบางลงเป็นพิเศษในระหว่างการขึ้นรูปด้วยความร้อน ซึ่งอาจทำให้เกิดการล้มเหลวหรือการทะลุได้ การเสริมความแข็งแรงของบริเวณเหล่านี้ในแบบแม่พิมพ์และการตรวจสอบคุณภาพเป็นประจำสามารถป้องกันจุดอ่อนในผลิตภัณฑ์สุดท้ายได้.
การเลือกแม่พิมพ์แบบลบและบวกในการขึ้นรูปด้วยความร้อน
การเลือกประเภทแม่พิมพ์ขึ้นอยู่กับข้อกำหนดการผลิตเฉพาะและลักษณะของชิ้นงาน.
– การขึ้นรูปด้วยความร้อนแบบแม่พิมพ์ลบ: สำหรับชิ้นงานที่มีความซับซ้อนหรือผลิตภัณฑ์ขนาดใหญ่ แม่พิมพ์ลบมักเป็นตัวเลือกที่ดีกว่า เนื่องจากสามารถรองรับการออกแบบที่ละเอียดและงานขนาดใหญ่ได้ ให้รายละเอียดสูงและทนทาน.
– การขึ้นรูปด้วยความร้อนแบบแม่พิมพ์บวก: เมื่อเน้นที่รูปทรงเรขาคณิตที่เรียบง่ายหรือคุณภาพพื้นผิวที่เหนือกว่า แม่พิมพ์บวกจะเป็นตัวเลือกที่เหมาะสมกว่า เนื่องจากมีประสิทธิภาพสูงและให้ผิวสำเร็จที่เรียบเนียนกว่า จึงเหมาะสำหรับการใช้งานที่ต้องการความสม่ำเสมออย่างสูง.
ข้อกำหนดกระบวนการในการออกแบบแม่พิมพ์ขึ้นรูปด้วยความร้อน
การถอดแบบลาดเอียง
เพื่อให้การปล่อยชิ้นงานเป็นไปอย่างราบรื่น ผิวด้านข้างของแม่พิมพ์ควรมีความเอียงเฉพาะ หรือที่เรียกว่า “ความลาดเอียงสำหรับการถอดชิ้นงาน” มุมที่มากขึ้นจะช่วยเพิ่มประสิทธิภาพและป้องกันการเสียรูปทรง ส่งผลให้เวลาในการผลิตโดยรวมดีขึ้น โดยทั่วไปแนะนำให้มีความเอียงมากกว่า 1 องศาเพื่อผลลัพธ์ที่ดีที่สุด.
อัตราส่วนภาพ
อัตราส่วนความกว้างต่อความสูงมีความสำคัญอย่างยิ่งในการออกแบบแม่พิมพ์ แม่พิมพ์แบบตัวผู้สามารถใช้อัตราส่วนความสูงต่อความกว้างที่ต่ำกว่าเล็กน้อยได้เนื่องจากผลของการยืดตัวล่วงหน้า ในขณะที่แม่พิมพ์แบบตัวเมียต้องการอัตราส่วนอย่างน้อย 1.4 หรือสูงกว่าเพื่อประสิทธิภาพ.
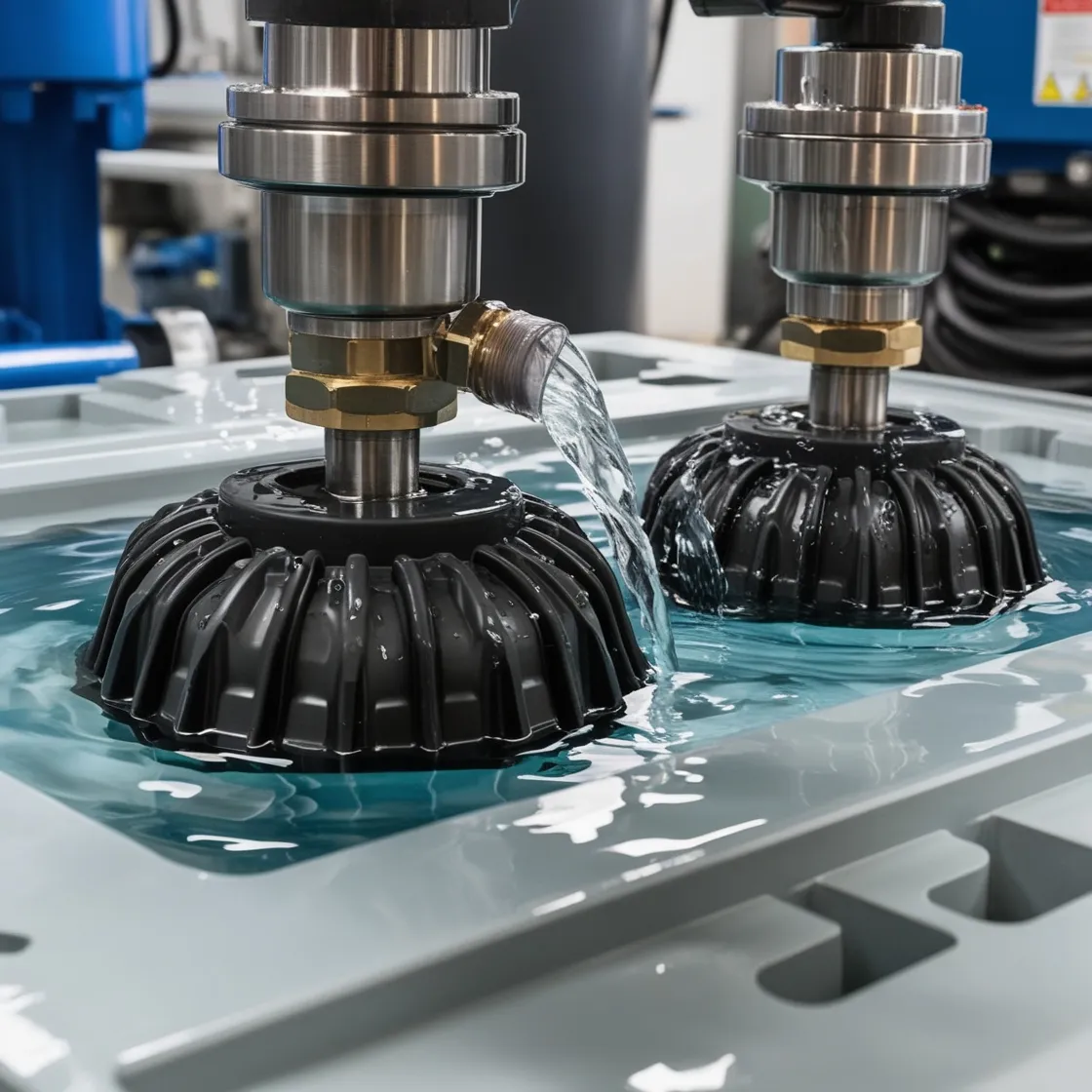
ความสำคัญของการทดสอบการกันน้ำในแม่พิมพ์เทอร์โมฟอร์ม
การทดสอบการกันน้ำมีความสำคัญอย่างยิ่งต่อความสมบูรณ์ของเชื้อรา เนื่องจากช่วยให้มั่นใจได้ถึงการกระจายความหนาที่เหมาะสมและความทนทานในชิ้นส่วนที่ขึ้นรูปด้วยความร้อน.
1. การเตรียมแม่พิมพ์: แม่พิมพ์ถูกปิดผนึกโดยเหลือจุดเข้าถึงหนึ่งจุดสำหรับให้น้ำเข้าไปได้ การตั้งค่านี้ช่วยป้องกันการรั่วไหลระหว่างการทดสอบ.
2. การเติมน้ำและการทดสอบความดัน: น้ำจะถูกเติมเข้าไปอย่างค่อยเป็นค่อยไป จากนั้นจึงเพิ่มแรงดันเพื่อจำลองสภาพการใช้งานจริง ซึ่งจะช่วยให้เห็นจุดอ่อนหรือข้อบกพร่องที่อาจเกิดขึ้นได้.
การทดสอบนี้มีความสำคัญอย่างยิ่งในกระบวนการขึ้นรูปพลาสติกด้วยความร้อนแบบไฮเพรส (HIPS) ซึ่งการกระจายความหนาอย่างสม่ำเสมอมีความจำเป็นอย่างยิ่งต่อความแข็งแรงและความน่าเชื่อถือของผลิตภัณฑ์ ด้วยการทดสอบการกันน้ำอย่างละเอียด ผู้ผลิตสามารถรับประกันความสมบูรณ์ของแม่พิมพ์ได้ ซึ่งจะช่วยหลีกเลี่ยงความไม่มีประสิทธิภาพและความล้มเหลวของผลิตภัณฑ์.
สรุป
การเลือกแม่พิมพ์แบบบวกและลบในการขึ้นรูปด้วยความร้อนต้องพิจารณาความต้องการในการผลิตและลักษณะเฉพาะของผลิตภัณฑ์ แม่พิมพ์ทั้งสองประเภทมีข้อดีที่แตกต่างกัน และการเข้าใจความแตกต่างเหล่านี้ช่วยให้ผู้ผลิตสามารถปรับกระบวนการให้เหมาะสมที่สุดได้ การเลือกแม่พิมพ์อย่างรอบคอบช่วยให้บริษัทสามารถรักษาคุณภาพที่สม่ำเสมอ เพิ่มประสิทธิภาพ และลดต้นทุนการผลิตในการขึ้นรูปด้วยความร้อน.
