 技术
技术
了解我们最先进的热成型解决方案,这些解决方案具有精密的工程设计、高能效和行业领先的自动化程度,可实现卓越的产品质量。.
量身定制的热成型机,通过灵活的配置和可扩展的选项,满足您的特定生产要求。.
全面的技术支持和售后服务,提供 24/7 全天候协助、备件供应和全球专家故障排除。.
我们是一家工厂。自 2001 年以来,我们的机器已出口到全球 80 多个国家。.
我们的专业质量控制部门确保每件产品的质量。.
保修政策:自发货之日起 13 个月。.
在保修期内(不包括人为因素),免费维修或更换备件。保修期满后,买方只需支付备件和运费。.
我们将派遣技术人员前往贵工厂进行安装和操作培训。.
您需承担所有相关费用,包括签证费、往返机票、酒店住宿、膳食和技术人员工资。.
正负压热成型在受控温度下同时使用正压和负压。.
来自上方的压力(正压)和来自下方的吸力(负压)可以精确地塑造热塑性材料。.
负压热成型只使用来自下方的真空吸力,而不使用来自上方的压力。.
热成型机广泛应用于包装、托盘、一次性容器等领域。.
它们具有效率高、加热均匀和成型质量稳定的特点。.
水波荡漾 与胶片生产速度有关。.
气泡 由板材温度过高、空气渗入或混合材料造成。.
使用前仔细检查纸张质量。.
请按照以下步骤操作,以优化机器运行:
温度设置因材料而异:
请务必参考材料规格并进行试运行。影响温度设置的因素包括材料厚度、环境温度和所需的成型质量。.
适当的材料处理可确保稳定的质量:
通过持续监控保持产品质量:
请按照此保养计划进行保养,以获得最佳性能:
日常维护:
每周维护:
每月维护:
季度维护:
保持这些部件的库存,以尽量减少停机时间:
供暖系统:
真空系统:
电气组件:
机械部件:
控制系统:
常见问题快速参考:
供暖问题:
成型问题:
机械问题:
我们的综合支持服务包括
利用这些技巧提高生产效率:
工艺优化:
材料管理:
设备优化:
操作员培训:
减少材料浪费,提高可持续性:
优化设计:
改进流程:
材料选择:
质量控制:
降低能耗和成本:
供暖系统:
机器操作:
设施管理:
我们提供各种定制选项:
标准尺寸:
供暖系统:
自动化水平:
控制系统:
特色
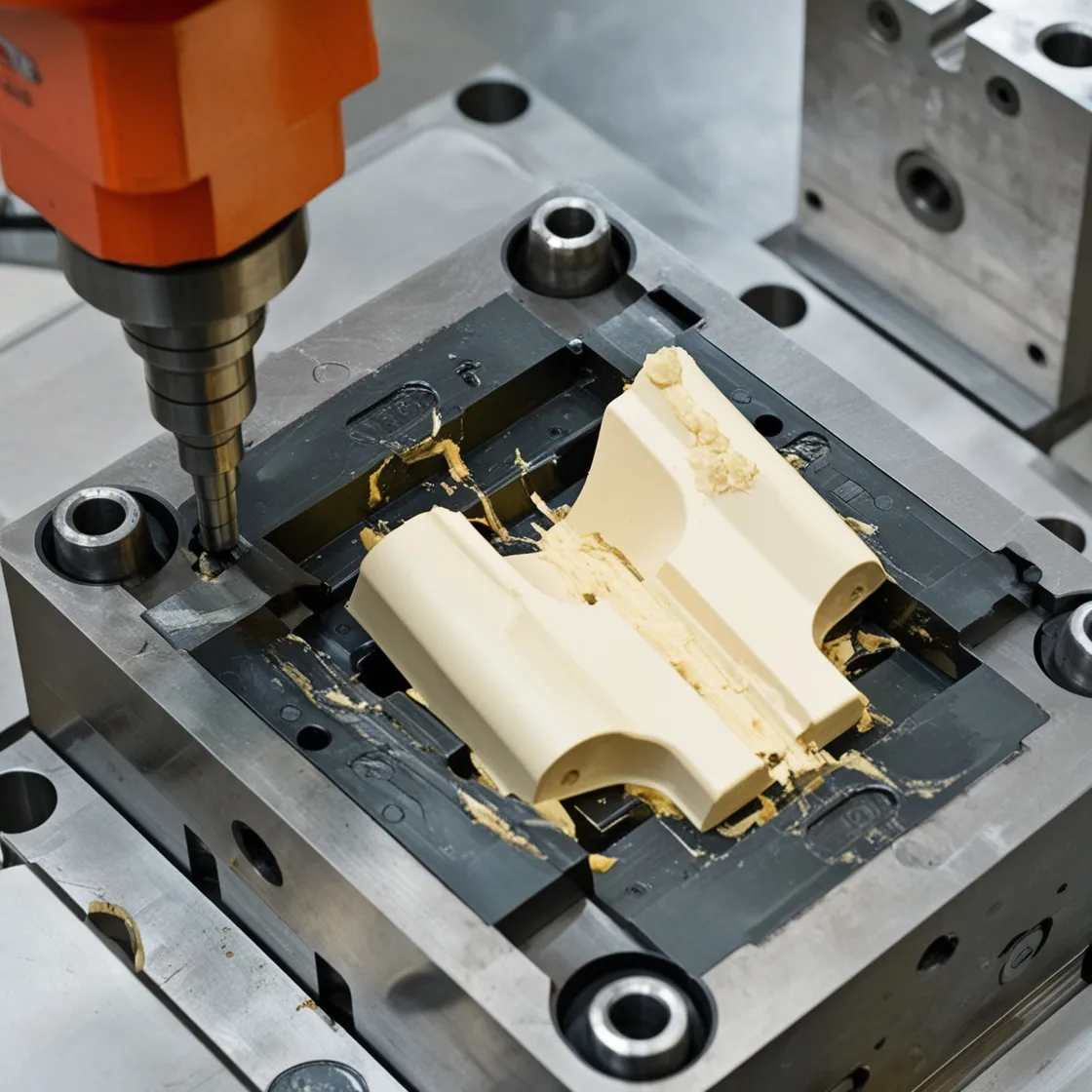
从各种模具和工具解决方案中进行选择:
模具材料
模具设计:
切割系统:
附加工具:
定制集成解决方案,满足您的生产需求:
材料处理:
质量体系:
工厂集成: